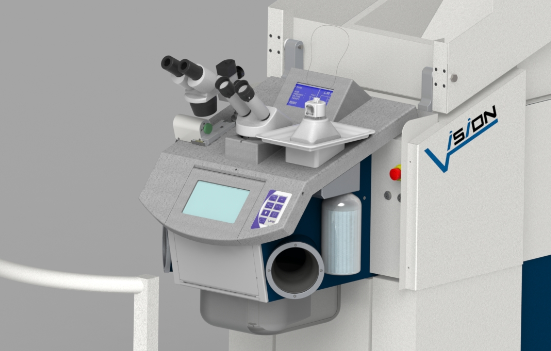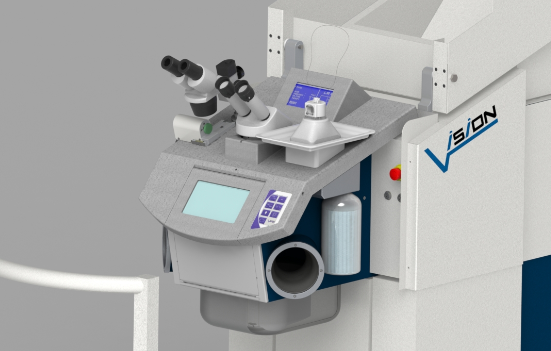

The new LWI V FSS Diamond Wire Welder
This new laser workstation has all of the technical equipment for the preparation and processing of diamond wire, as well as a beam source which is specially developed and optimised for the welding of extremely thin wires.
The high-carbon core of the diamond wire is coated with a nickel layer to accommodate the diamond particles. During welding, these nickel-coated wires would bond with the steel and drastically reduce the tensile load of the wire.
The new Vision WireWelder has a chemical high-temperature de-coating unit which quickly and reliably removes the nickel layer without affecting the steel core.
A temperature-controlled high-performance heating element heats the fluid to the optimal temperature before it enters the reaction chamber. No pre-heating is required. The process starts immediately and takes 3-5 min depending on the coating thickness.
The large reservoir is also sufficient for operation for a month with frequent use.

For a perfect welding result, as well as for reproducible results, it is essential that the ends of the wires are ground flat. Only when the ends of the wires lie flush with one another is the shape of the welding bead reproducible and welding can be carried out consistently with regard to shape and tensile strength.
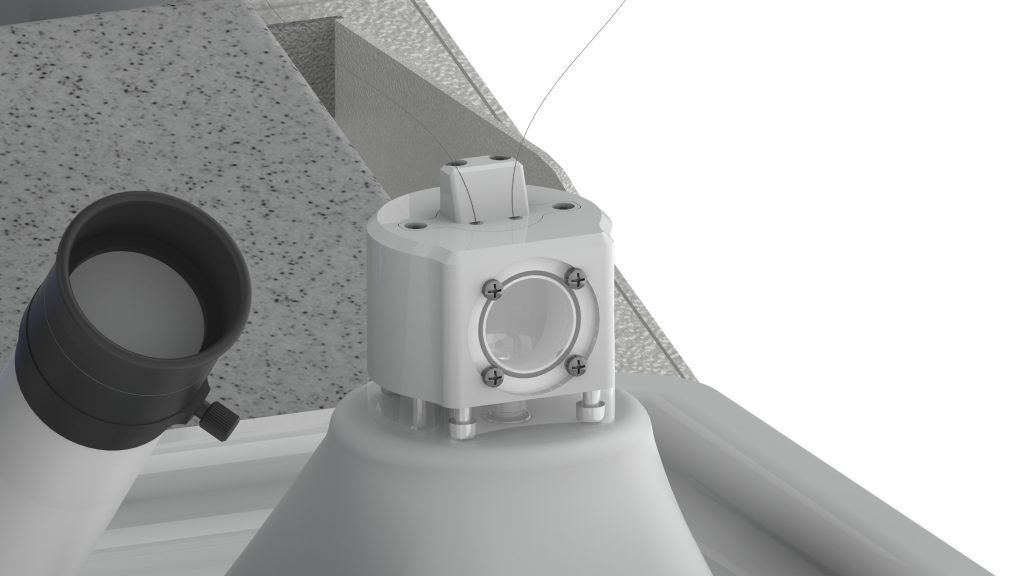
A new temperature control design with temperature measurement directly in the gas jet makes it possible to adhere very precisely to a predefined temperature curve. The temperature and time curves are already saved in the machine memory.
Measurement and monitoring of the volume flow is optionally possible.


FSS instead of flash lamp
The new FSS technology is now also available in WireWelder. The extremely high efficiency allows for operation with no water cooling and fan.
Changing the flash lamp, adjusting mirrors, and servicing and maintenance are a thing of the past, as are wear parts in general.
We achieve a pulse energy stability of approx. 1% thanks to extremely rapid power supplies. With the tuned YAG beam sources in the first series, the stability was still at +- 10%. But it is also clear that no fluctuations can be permitted with wire diameters of significantly less than 100 μm and the desired reproducibility of > 95%.
The entire process of repairing a break or connecting two coils takes approx. 7-10 min, with a reproducibility of > 95%.
After welding and annealing, the wire can be automatically tested for the specified tensile strength. Imperfections are thus discovered before use in the saw and another wire rupture is avoided.
High tensile strength in the welded wire:
the tensile strength of the welded wire is up to 70% of that of the new wire.